



Brux Barrels is a machine tool company located in Lodi, Wisconsin, specializing in the finest custom-made cut-rifled barrels. Gun barrels are the most critical part of a quality firearm, and our products are hand-made by craftsmen experienced in both machine tooling and competitive shooting. We proudly create rifle barrels for F-Class competitors, discriminating amateur and match shooters, dedicated hunters and sportsmen who demand the very best in their firearm components.

Origins
The Wisconsin River valley near Lodi has a storied history of hunting and shooting. The glacier spared many granite escarpments, leaving secluded glens and a topography rich in soil and wildlife habitat, which attracted families with old-world values and skills. Many of their descendents turned raw steel and iron into the tools necessary for farming - and some evolved to precision tooling. including gun barrel fabircation and cut-rifling with competition shooting in mind.

Products
Brux creates the finest custom cut-rifled barrels, precision hand-crafted by professionals who have extensive experience in both machine tool and competitive shooting. If your passion is F-Class long range competition or recreational shooting at your local range, choose the gun barrel of champions: BRUX. Hunters, big game and varmint, can also benefit from the accuracy and dependability of a custom barrel, made to your specifications.
Process
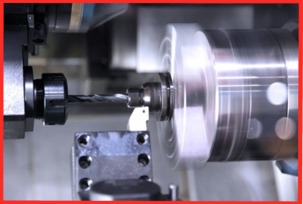
We start with 4150 chrome-moly or 416R stainless steel double stress relieved bar stock, bore with the renowned Barnes gun drill, ream with an industry-standard Pratt & Whitney reamer, and then hand lap each barrel to our high-precision standards. If there is the slightest deviation in surface finish or tolerance, the barrel is discarded. Click for details of our fabrication process.

Satisfaction
Our customers are discriminating competitive shooters, tactical professionals and dedicated hunters - a very special group who seek perfection in their firearms and components. It is our goal to provide them with the highest quality gun barrels, fabricated to exact specifications, delivered promptly at attractive prices.

Precision Equipment
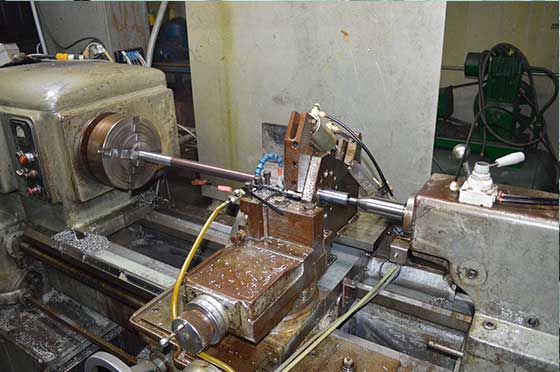
- Two twin spindle riflers
- Two six spindle reamers
- Two single spindle gun drills
All barrels are cut with conventional rifling. Brux uses solid carbide cutter hooks and has a slightly different manufacturing process. Its a trade secret so don't ask....
"Give Them Quality. That’s the Best Kind of Advertising" - Milton Hersey
Experienced Craftsmen
- Established nationwide reputation
- Our barrel makers are also avid shooters
This method of barrel making requires dedication to the craft and to the product in use. Our machinists also shoot in competition, and provide barrels to the top shooters in the nation.
"Quality Is Pride of Workmanship" - W. Edwards Deming

Precision Precision
- Tools from an era of quality
- Finishing and inspection techniques that ensure near perfection
- Skills from experience and dedication to a craft
Meticulous hand processes bring the barrel to a level of tolerances impossible to achieve in mass production. Multi-point inspections certify compliance with our high standards and customer specs.
- "Quality Is Not An Act - It Is A Habit" - Aristotle
Questions?
Call (608) 592-3324
We are always ready to talk about gun barrels, and will be happy to answer all your questions in detail.
